一、可轉位銑刀主要幾何角度
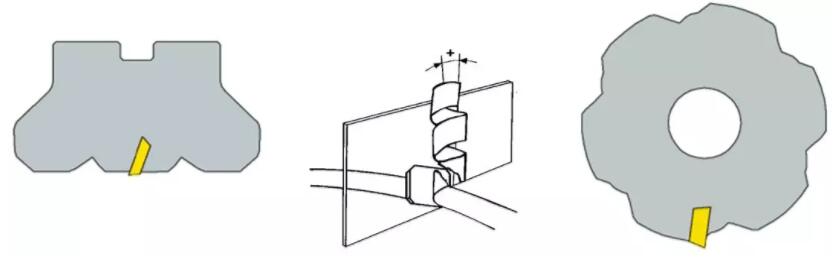
銑刀有一個主偏角和兩個前角,一個叫軸向前角,一個叫徑向前角。
徑向前角γf和軸向前角γp,徑向前角γf主要影響切削功率;軸向前角γp則影響切屑的形成和軸向力的方向,當γp為正值時切屑即飛離加工面。
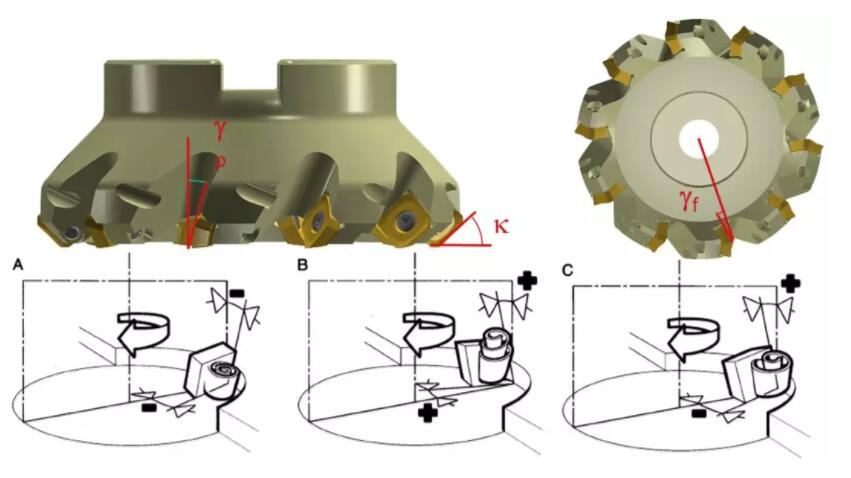
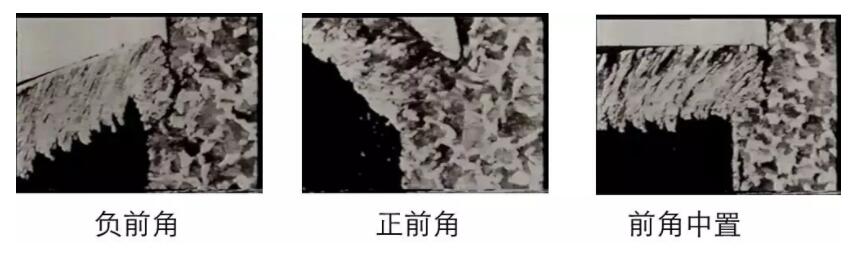
前角(前刀面接觸面)
負前角:用于鋼、鋼合金、不銹鋼、鑄鐵。
正前角:用于粘性材料和一些高溫合金。
前角中置:用于車螺紋、割槽、仿形車和成形刀。
盡可能采用負前角。
二、銑刀幾何形狀
1. 正角 - 正角
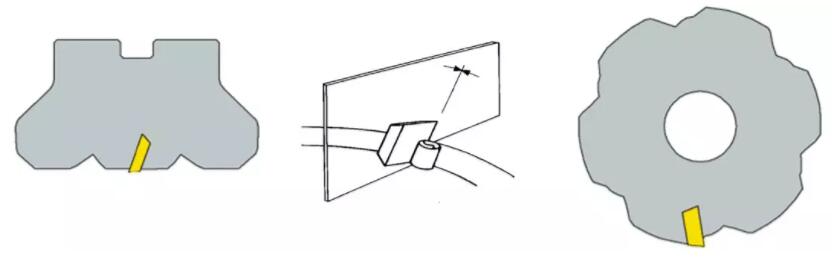
切削輕快,排屑順利但切削刃強度較差。適用于加工軟材料和不銹鋼、耐熱鋼、普通鋼和鑄鐵等。在小功率機床、工藝系統剛性不足、以及有積屑瘤產生時應優先選用該形式。
優勢:
+ 平滑切削
+ 排屑順暢
+ 良好的表面粗糙度
劣勢:
- 切削刃強度。
- 不利于切入接觸。
- 工件脫離機床工作臺。
2. 負角- 負角
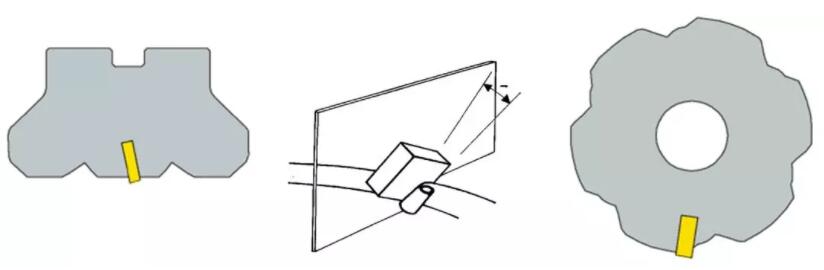
抗沖擊能力強,采用負型刀片,適用于粗銑鑄鋼、鑄鐵和高硬度、高強度鋼。
但銑削功率消耗大,需要極好的工藝系統剛性。
優勢:
+ 切削刃強度
+ 生產率
+ 把工件推向機床工作臺
劣勢:
- 切削力更大
- 切屑阻塞
3. 正角- 負角
切削刃抗沖擊性能較強,切削刃也較鋒利。適用于加工鋼、鑄鋼和鑄鐵。大余量銑削時,效果也較好
優勢:
+ 排屑順暢
+ 有利的切削力
+ 應用范圍較廣
四、銑刀齒距
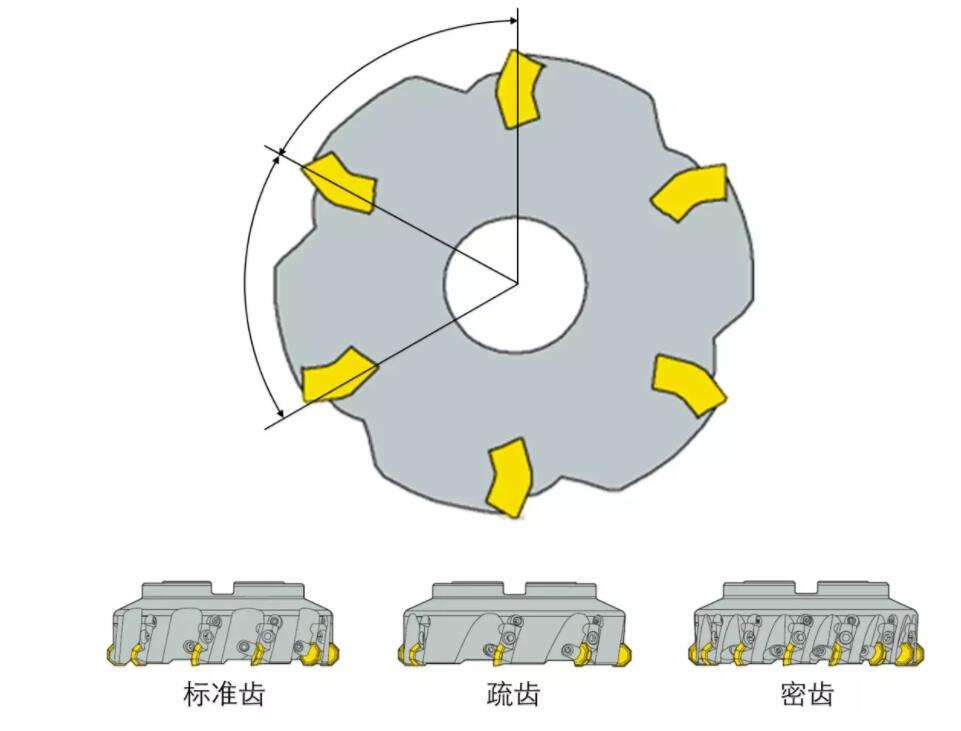
1)密齒:高速進給,銑削力較大,容屑空間小。
2)標準齒:常規進給速度、銑削力和容屑空間。
3)疏齒:低速進給,銑削力較小,容屑空間大。
如果銑刀未安裝專用的修光刃刀片,則表面粗糙度取決于每轉進給量是否超過了刀片修光刃平面寬度。
示例:銑槽&輪廓銑
齒數:
•疏齒或標準齒用于銑槽(安全)
•密齒用于輪廓銑(生產率)
盡可能采用負前角。
二、銑刀幾何形狀
1. 正角 - 正角盡可能采用負前角。
二、銑刀幾何形狀
1. 正角 - 正角
盡可能采用負前角。
二、銑刀幾何形狀
1. 正角 - 正角

掃一掃微信二維碼

掃一掃微博二維碼

 點擊立即咨詢>>
點擊立即咨詢>>