在車削大型細長軸類工件時,往往需要在鏜床上先對其一端鉆中心孔,以便在車削過程中用頂針對其進行頂架。這既增加了工件的轉運和吊裝工作量,又加大了鏜床的工作壓力; 同時,還導致工件的加工成本居高不下。為進一步節支降耗,提高軸類工件(特別是大型細長軸類工件)的加工效率,筆者經過多年對軸類工件加工工藝的研究,發明設制了一種車削軸類工件專用的自動定心鎖緊卡套,取消了車削大型細長軸類工件前需要在鏜床上對其進行預鉆中心孔的工序,有效提高了軸類工件的加工效率,并節約了部分工時費用。
通過使用該卡套車削型材類細長軸兩端安裝軸承的部分直徑時,省略了車削中心架部分工序。通過使用該卡套車削鍛制毛坯類細長軸時,可以直接將被加工軸的一端端面車好,并鉆中心孔,卸下卡套后采取尾頂方式車削軸其余部位至工藝要求, 翻轉后直接按照上述方式卡緊已車削部位,車削其余部位即可,杜絕了多次翻轉車削軸類工件的現象。自動定心鎖緊卡套可謂車削軸類工件的新式發明輔具,使用簡便、高效,應用前景和潛力極為廣闊,可以在業內積極推廣。
現將該卡套的設制與應用簡單介紹如:
1、自動定心鎖緊卡套的組成
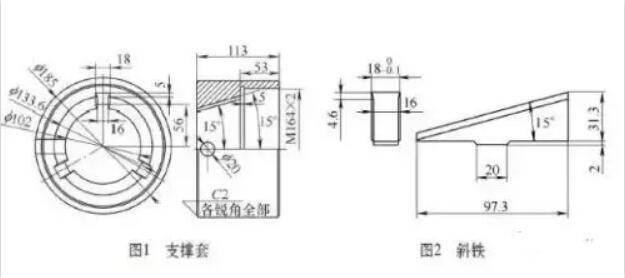
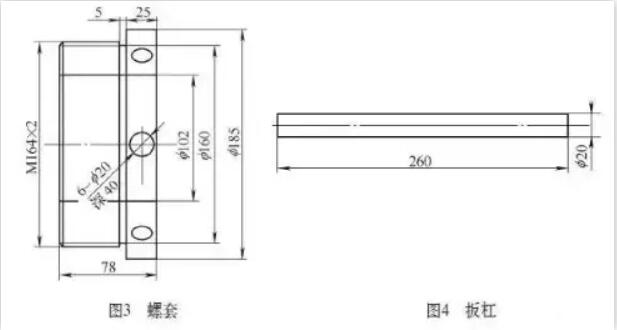
現以卡緊f78~f 98mm細長軸的卡套為例進行說明。該型自動定心鎖緊卡套主要由支撐套(見圖1)、斜鐵(見圖2)、螺套(見圖3)和扳杠(見圖4)組成。
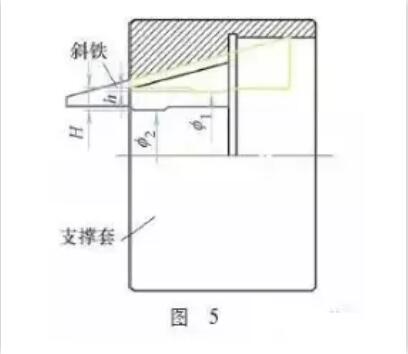
卡套的卡緊最小直徑和最大直徑可參照圖5所示,支撐套與斜鐵的位置關系及卡緊軸徑尺寸如圖示內容進行計算,卡緊直徑=支撐套錐孔小徑-斜鐵夾緊凸點高于支撐套錐孔小徑的距離×2。當斜鐵在圖5黃色位置時,斜鐵右端頂在了支撐套的內螺紋壁上,達到了其最大卡緊狀態,最大卡緊直徑f1=支撐套錐孔小徑-2h ;當斜鐵在圖5紅色位置時,斜鐵右端與支撐套錐孔大徑側端面已經齊平,達到了其最小夾緊狀態,最小卡緊直徑f2=支撐套錐孔小徑-2H。
2 . 自動定心鎖緊卡套的制作
首先, 將支撐套、斜鐵、螺套和扳杠分別加工完成,銳角全部倒鈍,對支撐套燕尾槽面和斜鐵表面分別進行淬火處理,以提高其使用壽命。其次,在車床上車削一個直徑可利用該卡套的夾緊軸。再次,將斜鐵涂油裝入支撐套的燕尾槽中,大端朝向支撐套錐孔的大端,再將螺套旋擰在支撐套上。將裝有斜鐵的支撐套連同螺套安裝在已車削軸的車削部位,將一個扳杠插入支撐套的徑向孔中,使用另一扳杠對螺套進行旋擰,直至螺套與支撐套擰緊。隨后,開動車床將支撐套外圓車圓,對其表面進行淬火后再在外圓磨床上,按照上述裝夾方式對其外圓進行磨削,將其黑皮磨去即可。最后,將卡套連同其定心軸裝夾在車削軸類的車床上,將中心架的3個支撐與支撐套的外圓面調整完備,放置待用。
由于支撐套和斜鐵均具有一定的加工誤差,3個斜鐵的夾持圓周不可能與支撐套的外圓同心,所以必須在3個斜鐵同時夾緊同一圓弧的情況下對支撐套外圓進行再車削。對支撐套表面進行淬火后再進行磨削,是為了提高支撐套的使用壽命。由于該卡套主要是用來夾持毛坯類軸件,其外圖 5 圓較不規則,為防止斜鐵在夾緊工件的過程中出現翹曲支撐的現象,必須將斜鐵的相同部位加工出一個臺階,臺階的高度以斜鐵在夾緊工件的過程中其他部位不接觸工件為準。
3 . 自動定心鎖緊卡套的應用
該卡套的應用非常簡便。首先,將卡套旋擰在待加工軸坯的中心架支撐部位,并將其吊裝在安好中心架的車床上;然后,按照常用的夾緊方式對工件毛坯校正夾緊,進行車削即可。

掃一掃微信二維碼

掃一掃微博二維碼

 點擊立即咨詢>>
點擊立即咨詢>>