全球矚目的美國純電動汽車生產公司特斯拉研發制造的Model S整輛車包含了250項專利。其全鋁車身兼顧了輕量化與高強度特性,除了車身外,其前后懸架大部分材料也采用鋁材。
從制造的角度看,這款車的生產方式與其他汽車有著根本不同。
由于鋁合金材料對熱較敏感,如果采用傳統焊接工藝,會存在材料強度下降的問題,而且由于受熱易變形,全鋁車身拼合尺寸精度也不易控制。那么,特斯拉工廠是如何克服鋁合金焊接過程的難點的呢?下面一段視頻,讓大家近距離觀看特斯拉焊裝車間的生產情況。
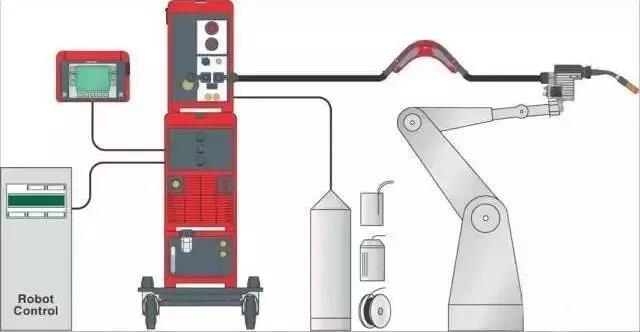
正如第一段視頻中介紹的,特斯拉工廠的焊接工藝選擇的是CMT冷金屬過渡技術及DeltaSpot電阻點焊技術。那么特斯拉為什么會選擇這倆種技術,它們又是如何克服鋁合金材料遇熱易變型的難點的呢?
CMT冷金屬過渡技術介紹
2005年,奧地利伏能士焊接技術國際有限公司推出了CMT(Cold metal Transfer)冷金屬過渡技術,該技術在世界上首次實現了鋼和鋁的連接。和傳統的MIG/MAG焊接相比,CMT工藝真的是“冷過渡”。
CMT的熔滴過渡時在電流幾乎為零的情況下,通過焊絲的回抽將熔滴送進熔池,熱輸入量迅速減少,對焊縫的持續的熱量輸出的時間非常短,從而給焊縫一個冷卻的過程,顯著降低了薄板焊接變形量,同時使得焊縫形成良好的搭橋能力,進而降低了工件的裝配間隙要求及對夾具精度的要求。CMT可焊接厚度僅為0.3mm的超輕板材。
CMT擁有極為穩定的電弧。電弧長度可被機械的檢測和調整,無論工件表面情況如何或者你想以何種速度進行焊接,電弧始終保持穩定,焊接過程幾乎無飛濺,更無燒穿現象。
DeltaSpot電阻點焊技術介紹
伏能士DeltaSpot電阻點焊工藝是針對鋁焊而開發的新技術。它的創新在于配備了獨特的電極帶。電極帶的發明帶來了前所未有的優勢。
極高的工藝可靠性,每個電阻焊點均可達到100%的重復精度:母材和電極受到電極帶保護,電極帶在電極和需要接合的母材之間運動從而實現連續的焊接過程,確保在多個班制中保持恒定的質量水平。
每個焊點都使用全新的有效電極:由于電極帶的保護,電極頭避免了來自于母材的磨損,同時避免了受到鋅、鋁或有機殘渣的污染。在這樣的保護下,電極的使用壽命顯著提高。在用鋁板(AlMg3合金)做的焊接實驗當中,電極的使用壽命高達大約 30000 個焊點。

焊接表面無飛濺:由于電極與母材不進行直接接觸,因此確保了無飛濺的焊接效果。尤其是在焊接鋁板時,電極帶的涂層能夠優化與鋁材的接觸,避免了飛濺及由此造成的部件損壞。
利用電極帶,可精確控制熱輸入量:三板連接(兩張厚板、一張薄板)對于傳統的點焊來說是個老大難問題。焊點在厚板范圍內形成,不足以抓住薄板。而DeltaSpot的電極帶通過其額外的熱輸入有針對性地控制焊點的深度。因此,薄板范圍中的低熱量能夠通過電極帶利用高電阻來彌補。焊點以這種方式充分深入薄板。同時焊點形狀更加對稱,在薄板范圍內的焊縫體積更大。
DeltaSpot不僅在鋁焊方面表現出色,在不同厚度/不同材料焊接方面也具有不可比擬的優勢,例如:高標準的焊點外觀,表面鍍層的高強鋼材料焊接等。DeltaSpot可焊接的母材包括:高強鋼、表面鍍層材料、鋁、不銹鋼、鈦、鎂、復合材料等。
隨著汽車行業的迅猛發展,能源問題也日益緊迫,汽車帶來的環境問題更是備受關注。發展新能源汽車產業是緩解能源危機、降低溫室氣體排放、減少環境污染的有途徑,目前,新能源汽車已成為汽車工業變革的重要方向。而汽車電池是新能源汽車的動力來源,電池鋁托盤是為了減輕整車重量而被采用的。羅威斯近期特別研發針對新能源汽車電池托盤的加工中心。


產品特點
◆X軸采用雙伺服驅動方式,使加工更高速高精度。
◆采用五軸五聯動控制系統,具備RTCP刀具追隨功能,可一次性加工多個復雜面。
◆采用意大利進口主軸、采用高速陶瓷軸承及合封閉式液體恒溫控制系統,可確保連續24小時高速運轉。
◆采用冷卻噴霧系統,可對刀具進行冷卻處理,使加工面更光潔,刀具使用更長久。
適用范圍
◆適用工業板材、鋁合金型材的復雜曲面成形,鉆孔等加工工序。
|
行程 |
UF-2040 |
可選 |
|
|
|
X軸行程 |
4000 mm |
2000mm-12000mm |
|
|
Y軸行程 |
2000 mm |
1000mm-3000mm |
|
|
Z軸行程 |
600 mm |
600mm-1200mm |
|
|
A軸 |
+/-110° |
|
|
|
B軸 |
+/-245° |
|
|
主軸 |
功率 |
17KW |
7.5-55KW |
|
|
轉速 |
24000r/min |
|
|
|
錐度 |
HSK63F |
HSK63A |
|
系統 |
SIEMENS 840D |
||
|
刀庫 |
8-24PCS |
||

掃一掃微信二維碼

掃一掃微博二維碼

 點擊立即咨詢>>
點擊立即咨詢>>