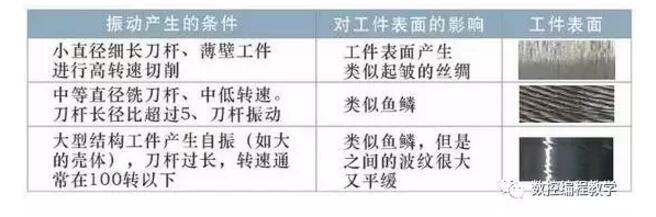
切削振動通常發生在細長軸的車削、薄壁件的車削等。振動一旦加劇,會出現振幅超過幾十μm的激烈振動,通常還會伴隨很大的噪聲。在切削加工中,振動可能會超過100μm,此時刀具或工件會有松脫的危險,因此不能再繼續進行加工。振幅在100μm以下時,雖然可以進行加工,但已加工表面會殘留明顯的振動劃痕,是精加工表面不能允許的。
振幅達到數十微米的強烈振動也可能是由于切屑形成的周期性引起的。這種振動在對不銹鋼等高硬度材料進行加工時,特別是進行強力切削時,容易發生。
切削振動產生的原因
刀具在切削加工時產生振動需要下面三個條件同時存在:
①刀具在內的工藝系統剛性不足,導致其固有頻率低;
②切削時產生了一個足夠大的外激力;
③外激力的頻率與工藝系統的固有頻率相同產生共振。
切削振動是自激振動
加工過程中的振動有兩種:自激振動和強迫振動。
振動來自非切削因素,不穩定的機床地基;機床絲桿的間隙;主軸軸承的損壞等原因而產生的振動,稱為強迫振動。
切削振動一般是自激振動,是由于切削過程中的切削力變化引起的。在工藝系統不足時容易產生。振動產生后最明顯的危害是工件表面有振紋,工件加工表面粗糙。
消除振動
盡量減小切削力:
(1)使用鋒利的刀片來降低切削力

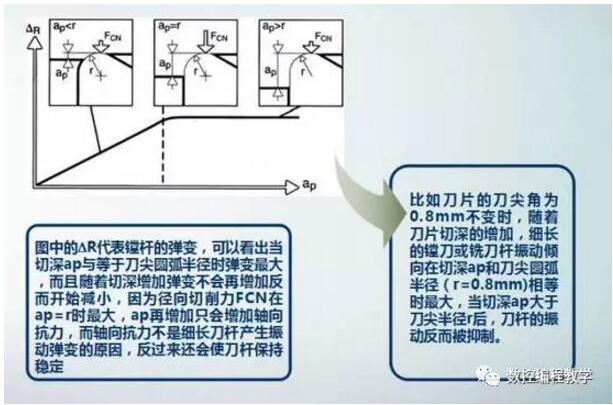
(2)切深一定時使用小的刀尖圓弧半徑
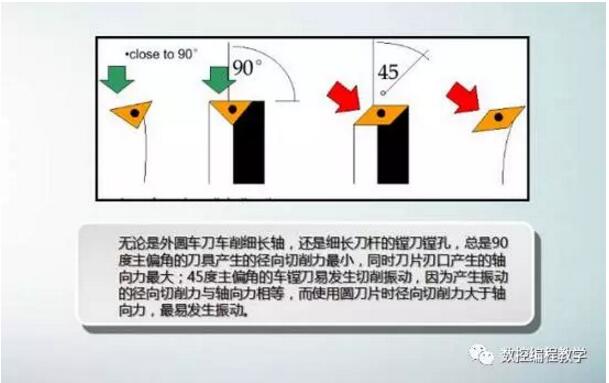
(3)對于細長刀桿的鏜刀和車削細長軸零件應采用90度主偏角刀具
(4)對于細長桿的銑刀反而是圓刀片銑刀最有利于消振

(5)細長桿立銑刀銑削深型腔時常采用插銑方法

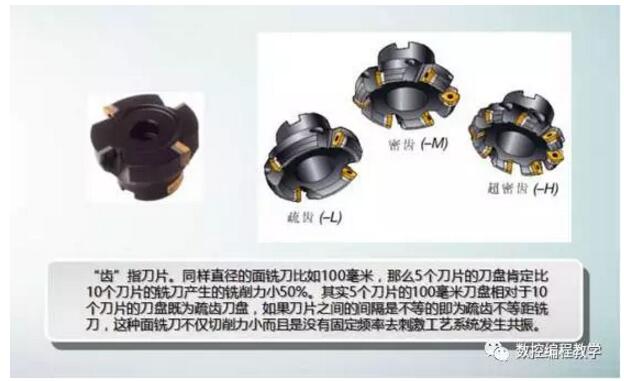
(6)面銑刀采用疏齒不等距銑刀來減小銑削振動
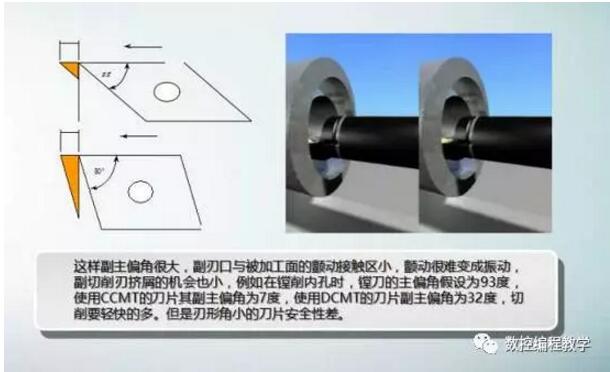
(7)內孔鏜削時刀片刃形角越小越好
①提高刀刃的鋒利程度,切深一定時使用小的刀尖圓弧半徑。

②采用90°主偏角刀具(通過理論計算,采用90°主偏角刀具加工工件產生的徑向切削力接近于零,而45°主偏角的刀具,產生的徑向力與軸向力相等,最易產生振動)。
③使用正前角和大后角再配以合適的斷屑槽。
④調整切削參數,降低工件或刀具的回轉速度,減小切深,適當提高進給量。
⑤合理安排走刀路線,當銑削力的方向與工件的夾持方向一致就有利于消除彎板類零件的振動(圖1)。
盡量增加工藝系統的剛度
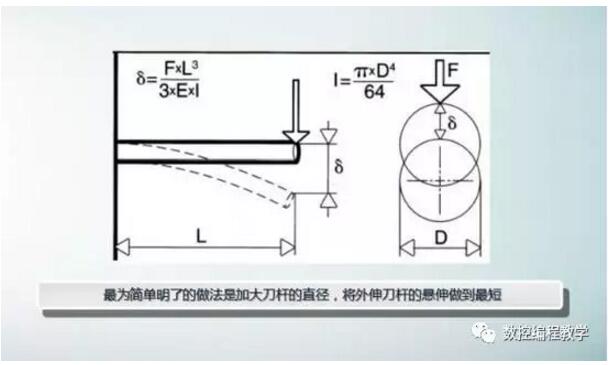
①提高刀桿的靜剛度和盡量縮短刀桿的懸伸長度。
②有時可設計特殊斷面形狀的刀桿,保證在切削力方向的剛度最大。
③改善刀桿的夾持方式。(圖3)可知,第二、三種夾持方法中,刀桿與定位面之間只產生線接觸,在刀具產生振動時有晃動,不利于抑止振動。而第一種方法是:先加工出與刀桿為過渡配合的孔,如果刀桿直徑較大,可將孔的一側銑開,再用螺釘壓緊,這種方法可有效防止刀桿在振動時的左右晃動。

掃一掃微信二維碼

掃一掃微博二維碼

 點擊立即咨詢>>
點擊立即咨詢>>