刀庫的功能
在自動換刀裝置中,刀庫是最主要的部件之一。刀庫是用來貯存加工刀具及輔助工具的地方。其容量、布局以及具體結構,對數控機床的設計都有很大影響。
2
刀庫的形式
根據刀庫的容量和取刀的方式,可以將刀庫設計成各種形式。常見的形式有如下幾種。
(一)直線刀庫
刀具在刀庫中是直線排列,如圖a所示。其結構簡單,刀庫容量小,一般可容納8~12把刀具,故較少使用。此形式多見于自動換刀數控車床,在數控鉆床上也采用過此形式。
(二)圓盤刀具
此形式存刀具少則6~8把,多則50~60把,其中有多種形式。
(1)如圖b所示的刀庫中,刀具徑向布局,占有較大空間,刀庫位置受限制,一般置于機床立柱上端,其換刀時間較短,使整個換刀裝置較簡單。
(2)如圖c所示的刀庫中,刀具軸向布局,常置于主軸側面。刀庫軸心線可垂直放置,也可以水平放置,此種形式使用較多。
(3)如圖d所示的刀庫中,刀具與刀庫軸心線成一定角度(小于90o)呈傘狀布置,這可根據機床的總體布局要求安排刀庫的位置,多斜放于立柱上端,刀庫容量不宜過大。
上述三種圓盤刀庫是較常用的形式,其存刀量最多為50~60把,存刀量過多,則結構尺寸龐大,與機床布局不協調。
為進一步擴大存刀量,有的機床使用多圈分布刀具的圓盤刀庫,如圖e所示;多層圓盤刀庫,如圖f所示;多排圓盤刀庫,如圖g所示。多排圓盤刀庫每排4把刀,可整排更換。后三種刀庫形式使用較少。
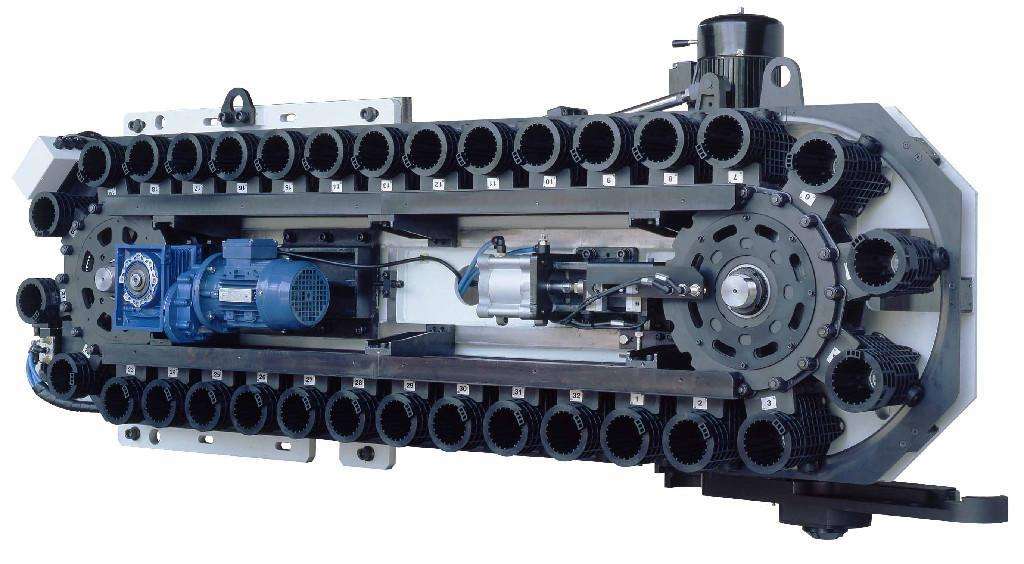
(三)鏈式刀庫
鏈式刀庫是較常用的形式。這種刀庫刀座固定在環形鏈節上。常用的有單排鏈式刀庫,如圖h所示。這種刀庫使用加長鏈條,讓鏈條折疊回繞可提高空間利用率,進一步增加存刀量,如圖i所示。鏈式刀庫結構緊湊,刀庫容量大,鏈環的形狀可根據機床的布局制成各種形狀。同時也可以將換刀位突出以便于換刀。在一定范圍內,需要增加刀具數量時,可增加鏈條的長度,而不增加鏈輪直徑。因此,鏈輪的圓周速度(鏈條線速度)可不增加,刀庫運動慣量的增加可不予考慮。這些為系列刀庫的設計與制造提供了很多方便。一般當刀具數量在30~120把時,多采用鏈式刀庫。
(四)其它刀庫
刀庫的形式還有很多,值得一提的是格子箱式刀庫。圖j所示的為單面式,由于布局不靈活,通常刀庫安置在工作臺上,應用較少。圖k所示的為多面式,為減少換刀時間,換刀機械手通常利用前一把刀具加工工件的時間,預先取出要更換的刀具(所配數控系統應具備該項功能)。該刀庫占地面積小,結構緊湊,在相同的空間內可以容納的刀具數目較多。但由于它的選刀和取刀動作復雜,現已較少用于單機加工中心,多用于FMS(柔性制造系統)的集中供刀系統。
3
刀庫的容量
刀庫中的刀具并不是越多越好,太大的容量會增加刀庫的尺寸和占地面積,使選刀時間增長。刀庫的容量首先要考慮加工工藝的需要。根據以鉆、銑為主的立式加工中心所需刀具數的統計,繪制下圖所示的曲線。曲線表明,用10把孔加工刀具可完成70%的鉆削工藝,四把銑刀可完成90%的銑削工藝。據此可以看出,用14把刀具就可以完成70%以上的鉆銑加工。若是從完成對被加工工件的全部工序進行統計,得到的結果是,大部分(超過80%)的工件完成全部加工過程只需40把刀具就夠了。因此,從使用角度出發,刀庫的容量一般取為10~40把,盲目地加大刀庫容量,將會使刀庫的利用率降低,結構過于復雜,造成很大浪費。

掃一掃微信二維碼

掃一掃微博二維碼

 點擊立即咨詢>>
點擊立即咨詢>>